Оцилиндровочный станок предназначен для изготовления деталей сруба, в том числе венцовых бревен с пазом и чашей. Станок оцилиндровочный состоит из силового агрегата, перемещающегося по направляющим (1). На общей раме смонтированы направляющие(1), передняя бабка(3), привод вращения бревна(2), задняя бабка(11).
Оцилиндровочный станок выполняет следующие операции:
цилиндрование бревна
выборка монтажного паза
выборка венцовых чашек
фрезерование плоскости
Комбинация различных режимов обработки по длине заготовки (в режиме фиксации и в режиме вращения) позволяет получать изделия сложной конфигурации - брус сложного профиля, балясины и т.д.
Принцип работы оцилиндровочного станка.
Силовой агрегат состоит из каркаса (5) с механизмом подъема-опускания силового агрегата, плиты (7) с фрезующей головкой (9,10).
Фрезующая головка перемещается по направляющим каркаса с помощью ходового винта (19) в горизонтальном направлении поперек оси заготовки.
Подача силовой головки по вертикали осуществляется приводом вертикального перемещения фрезы, состоящего из мотор-редуктора (6), винта(16), цепной передачи (17).
Вращение заготовки осуществляется мотор-редуктором(2), установленном на передней бабке(3) станка.
На передней бабке имеется фиксатор-делитель(13), позволяющий фиксировать заготовку при выполнении операций по выборке чашки и фрезерования плоскости.
На раме силового агрегата имеются фиксаторы(14), позволяющие зафиксировать силовой агрегат при выборке чашки.
Установка размеров обработки производится по линейкам.
Пульт управления расположен в верхней части силового агрегата. На пульте управления размещены кнопки управления двигателем фрезы, двигателем подъема-опускания и двигателем вращения бревна.
Приемы работы: см. ниже.
Монтаж станка оцилиндровочного.
Перед установкой оцилиндровочный станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на открытые, а также закрытые кожухами и щитками обработанные поверхности и во избежание коррозии покрыть тонким слоем масла И-ЗА ГОСТ .20799-75. Предварительная очистка производится деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином Б-70 ГОСТ511-82.
Рекомендуется монтаж оцилиндровочного станка производить на бетонированной площадке. Возможна эксплуатация оцилиндровочного станка на утрамбованной грунтовой площадке. В этом случае станок устанавливают на поперечные направляющим деревянные шпалы (брус) сечением не менее 1500х1500 мм. Рекомендуемое расстояние между шпалами - 1 м. Необходимо исключить усадку почвы в месте установки станка.
Монтаж станка начинается со сборки рамы. Сборку секций рамы и установку их в одной горизонтальной плоскости следует производить по рамному уровню. Погрешность установки не должна превышать 0.5 мм на 1000 мм, как вдоль направляющих, так и поперек. При сборке рамы следите за совпадением нумерации на отдельных секциях.
При монтаже рамы на забетонированную площатку рама устанавливается на высоте 15-20 сантиметров ,стыки секций бетонируются.
На смонтированную раму устанавливаются передняя и задняя бабки, силовой агрегат, стойки, на которые натягивается трос для крепления подвижного электрического кабеля. Установите на силовой агрегат прижим-стопор.

Заземлите станок подключением к общей цеховой системе заземления.
Поключите двигатель вращения заготовки. Подключите станок к электросети, проверьте соответствие фаз сети питания рабочим режимам станка. Для этого нажмите кнопку подъема-опускания фрезы. В том случае, если реальное направление движения силовой головки совпадает с направлением, указанном на пульте управления - подключение электропитания произведено правильно. В противном случае - поменяйте фазы. Проверьте направление вращения заготовки.В случае неправильного направления вращения поменяйте фазы на двигателе.
ЗАПРЕЩАЕТСЯ включать главный двигатель оцилиндровочного станка и двигатель вращения заготовки до проверки правильности подключения фаз электропитания.
Выполните указания, изложенные в разделах "Электрооборудование" и "Смазочная система", относящиеся к пуску.
Если первоначальный пуск будет производиться потребителем более чем через 2 месяца после отгрузки станка с завода-изготовителя, или длительного перерыва, или, если станок при транспортировке находился в условиях повышенной влажности, то перед пуском следует выдержать станок в сухом помещении для удаления влаги из электрооборудования.
Передняя и задняя бабки оцилиндровочного станка должены быть строго параллельны направляющим и жестко зафиксированы соответственно выбранной длине изделия.
Проверьте соосность передней и задней бабки оцилиндровочного станка. Для этого (с точностью до 1 мм) измерьте расстояния - А:между центром бабки и продольным профилем по вертикали, Б: между центром бабки и ближней направляющей. Данные растояния должны быть одинаковыми для передней и задней бабки. При работе станка периодически проверяйте совпадение расстояний А и Б.
Сборка и регулировка фрез осуществляется персоналом прошедшим специальную подготовку. Нарушение балансировки фрез и изменение угла заточки ножей ножей может привести к ухудшению качества поверхности и к выходу станка из строя.
Установите инструмент на вал станка. Фигурная фреза(9) устанавливается на коническую часть вала и закрепляется болтом. Универсальная фреза(10) ввинчивается в корпус фигурной фрезы и затягивается специальным ключом.
Регулировка отклонения профиля продольного сечения. При возникновении конусности обрабатываемого бревна, производится регулировка соосности передней и задней бабок и плоскости движения фрезы, для чего:- обработанное бревно измеряется штангенциркулем в 150 мм от торцов. Разница показателей указывает величину конусности;
ОБЯЗАТЕЛЬНО ПРОВЕРЬТЕ ГОРИЗОНТАЛЬНОСТЬ УСТАНОВКИ РАМЫ
путём установки прокладок под заднюю устанавливается параллельность осей передней и задней бабок с плоскостью движения фрезы;
толщина прокладки равняется половине величины конусности
Порядок работы.
Внимание! Ежедневно перед началом работы проверить надежность фиксации ножей клиновыми прижимами.
Оцилиндровка

установить силовой агрегат в крайнее положение над передней бабкой
установить заготовку в центрах задней и передней бабок. комлевая часть заготовки устанавливается на переднюю бабку.
зажать заготовку винтом задней бабки и зафиксировать контр-шайбой
при установке заготовки не следует добиваться максимального усилия затягивания винта задней бабки, так как надежная фиксация заготовки достигается уже при среднем усилии затяжки. Слишком сильное затягивание заготовки может привести к "уходу" оси вращения бревна от плоскости станины и нарушению геометрии изделия, возникновению конусности.
включить привод вращения заготовки, при сильном биении переустановить заготовку
черновая обработка производится зоной универсальной фрезы, указанной на рис. 2 стрелкой А
включить вращение заготовки включением кнопки электродвигателя на панели управления
включить вращение фрезы нажатием кнопки на панели управления
ВНИМАНИЕ!
Направление вращения вала и гл. двигателя должно идти на "закручивание" резьбы торцовочной фрезы. Если направление не соответствует, необходимо отключить станок и поменять фазы.
произвести черновую обработку заготовки в направлении от передней бабки к задней
количество проходов и толщина срезаемого слоя зависит от многих факторов и подбирается экспериментально
при оцилиндровке возможна обработка заготовки в направлении от задней бабки к передней с соответствующим изменением направления вращения заготовки
чистовая обработка производится зоной универсальной фрезы, указанной на рис. Точка контакта заготовки и ножа должна быть примерно в средней части ножа универсальной фрезы.

Выборка монтажного паза
Внимание: выборка монтажного паза производится только в направлении от передней бабки к задней!
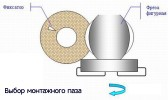
настроить положение фигурной фрезы в вертикальной плоскости так, чтобы горизонтальная плоскость симметрии сферической части фрезы совпала с горизонтальной осью симметрии бревна
выборка монтажного паза производится за 1-2 прохода в зависимости от диаметра изделия и требуемой ширины монтажного паза
Выборка венцовых чашек
Внимание: Выборка венцовых чашек производится только после изготовления монтажного паза
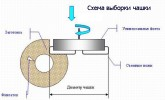
расстояние между чашками размечается на раме станка по откидному флажку, расположенному в нижней части рамы силового агрегата
зафиксируйте силовой агрегат фиксаторами(14)
зафиксируйте заготовку при помощи делительной головки(13) передней бабки
установите требуемую глубину чашки винтом(19,20)
обычно чашка выбирается за два прохода
Дополнительное фото:

выборка четверти

выбор венцовой чаши

выбор теплового паза